1、Introduction au processus | Que peut résoudre le soudage robotisé ?
Haute cohérence : précision de répétabilité ± 0,05 mm, aspect de soudure et profondeur de pénétration stables, éliminant les fluctuations manuelles
Haute vitesse : la vitesse MIG peut atteindre 1,2 m/min, soit 2 à 3 fois plus rapide que l'opération manuelle
Chemin complexe : liaison à six axes + axe externe, complétant les courbes spatiales, les lignes d'intersection de tuyaux circulaires et le soudage à l'intérieur de cavités étroites
Entrée thermique contrôlable : mode impulsion/double impulsion/transition de métal froid (CMT), réduisant la déformation de la feuille ≤
Commutation multi-processus de 1 mm : MIG/MAG/TIG/arc plasma/laser composite, une machine pour de multiples usages
2、Capacités
| Article | Paramètre |
|---|---|
| Taille maximale de la pièce | 3500 × 1500 × 800 mm (avec positionneur 2 axes) |
| Épaisseur du matériau | 0,8 mm – 60 mm |
| Types de matériaux | Acier au carbone, acier inoxydable, aluminium, cuivre, alliage de titane, acier au chrome-molybdène |
| Types de soudure | Congé, bout, recouvrement, circonférentiel, lignes d'intersection spatiales |
| Postes de soudage | Plat, horizontal, vertical, aérien, toutes positions |
| Capacité du lot | 1 à 1 000 pièces/lot, fonctionnement continu 24 heures sur 24 |
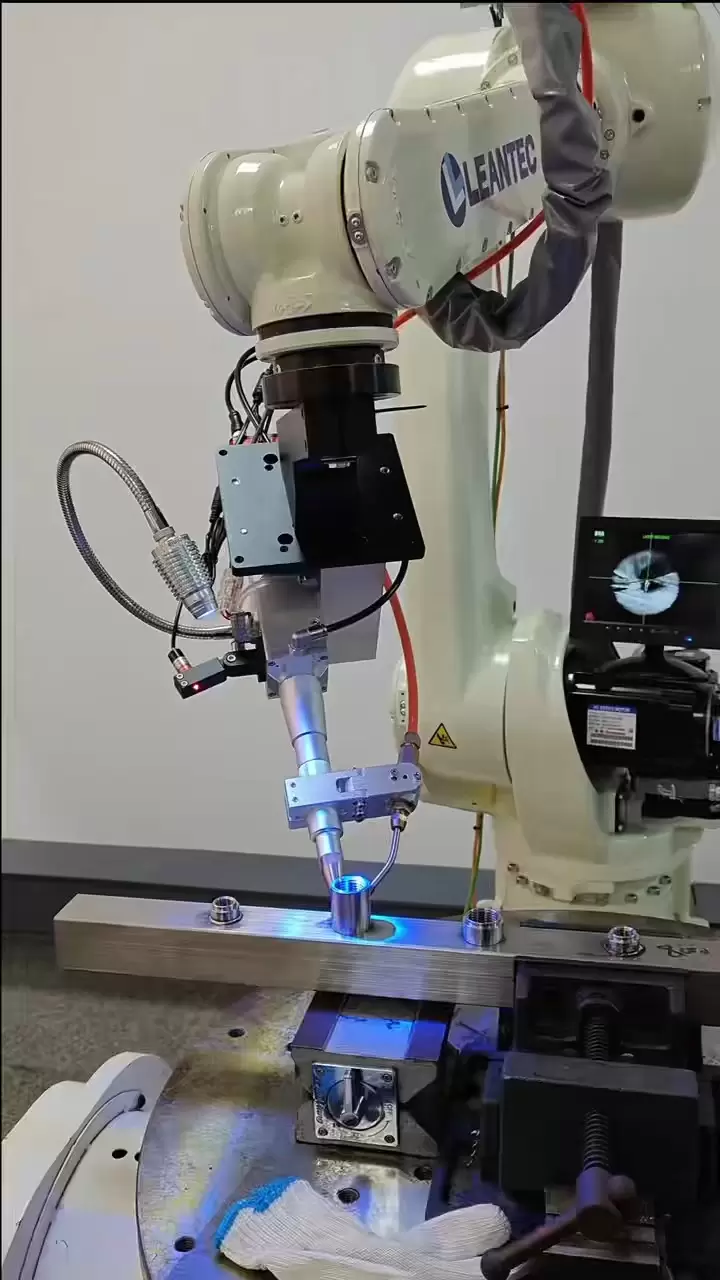
3、Notre équipement
Fanuc M-20iA + Lincoln Power Wave i400
Charge à six axes de 20 kg, avec une précision de répétabilité de ± 0,02 mm
Pulse MIG/MAG, épaisseur d'aluminium 1 mm-20 mm sans éclaboussures
KUKA KR30-3 + Fronius TPS 500i
Positionneur externe à deux axes, avec un diamètre de rotation de 3,5 mètres
Soudage multicouche et multi-passes de tôles épaisses en acier au carbone, pénétration simple face de 60 mm
ABB IRB 4600+tête composite laser 4 kW
Laser MIG composite, vitesse 2 m/min, déformation <0,5 mm
Spécialement conçu pour les soudures longues sur tôles inox
Fil froid Yaskawa MA1440+TIG
Récipients sous pression en alliage de titane et acier au chrome-molybdène, avec soudage des racines et remplissage du fil effectués en une seule fois
Chambre de protection contre les gaz de niveau salle blanche, teneur en oxygène <50 ppm
4、Études de cas sur le soudage | Cas de soudage par robot
Cordon de soudure : cordon de soudure d'angle périphérique de 4 mètres de long + chevauchement de renfort interne
Processus : Pulse MIG, double robot double station en alternance
Résultat : Vitesse de soudage 1,0 m/min, déformation ≤ 1 mm, taux de film primaire radiologique 99 %
Battement : 90 secondes par pièce, production quotidienne de 960 pièces
Couture de soudure : joint bout à bout de 30 mm d'épaisseur + rainure à 70°
Processus : Robot MAG multicouche et multi-passes, retournement d'axe externe
Résultat : L'énergie d'impact à -20 ℃ est ≥ 80 J, ce qui répond à la certification européenne CE
Livraison : Production mensuelle de 300 bras mobiles, avec un taux de réussite au premier coup de 98 %
Cordon de soudure : joint bout à bout TIG Ti-6Al-4V à paroi mince de 1,5 mm
Processus : Robot fil froid TIG+salle blanche, teneur en oxygène <30 ppm
Résultat : La couleur de la soudure est blanc argenté, sans oxydation, et la résistance à la traction est ≥ 950 MPa
Test : par le biais d'une double inspection CT+ultrasons du client de l'aérospatiale
5、Qualité et certification
Système de qualité de soudage ISO 3834-2
Certification EN 1090-EXCEL3/EN 15085-CL1 pour les structures en acier/véhicules ferroviaires
AWS D1.1/D1.2 Certification des structures en acier au carbone/aluminium
Chaque cordon de soudure est accompagné d'un numéro UII, d'une lecture du code QR pour tracer les paramètres, le fil de soudage et le lot de gaz.
6、Pourquoi choisir le soudage robotisé ?
La production continue 24 heures sur 24 réduit les délais de 40 %.
Taux de réparation des soudures < 1 %, ce qui permet d'économiser des coûts pour les réparations ultérieures de polissage/soudage.
Boucle de données : téléchargement en temps réel du courant, de la tension et de la vitesse de soudage vers le MES, génération d'un rapport PDF en un clic.
Programmation flexible : le nouveau produit peut effectuer une programmation hors ligne en 30 minutes sans arrêter la machine pour l'enseignement.
Fiabilité de confiance
Des années d'expérience en exportation vers les marchés mondiaux, prouvant notre fiabilité en matière de qualité, de logistique et de conformité.
Une gestion de la qualité certifiée et une production standardisée garantissent des résultats fiables et reproductibles pour chaque commande.
Quelles tolérances pouvez-vous atteindre ?
Notre tolérance standard pour l'usinage CNC est DIN-2768-1-f (fine) ou +/-0,01 mm. Pour les exigences de haute précision, nous pouvons atteindre des tolérances aussi strictes que +/-0,005 mm en fonction de la géométrie et du matériau.
Quelles finitions de surface proposez-vous ?
Nous fournissons des services de traitement de surface à guichet unique, notamment : Tous usinés (ébavurés), sablage, anodisation (type ll, type III), polissage, polissage miroir, revêtement en poudre, peinture, gravure au laser (logo/texte).
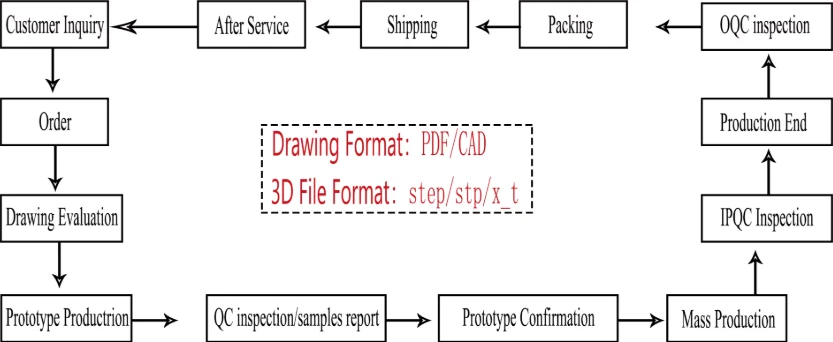
En combien de temps puis-je obtenir un devis ?
Envoyez-nous vos fichiers 3D (STEP/IGES) et dessins 2D (PDF). Notre équipe d'ingénierie les analysera et fournira un devis détaillé dans un délai de 6 à 12 heures.
Quel est votre délai de livraison habituel ?
Prototypes : 3 à 7 jours Production 10 à 20 jours Nous proposons également un service accéléré pour les projets urgents.
Fournissez-vous des échantillons avant la production en série ?
Oui, nous recommandons toujours de réaliser un échantillon de pré-production pour approbation. Nous vous enverrons des photos/vidéos ou vous enverrons l’échantillon physique pour vérification avant d’exécuter le lot complet.
Que faire si les pièces ne répondent pas aux spécifications ?
Nous avons une politique stricte de contrôle de qualité. Si les pièces ne répondent pas aux spécifications du dessin, nous les refabriquerons gratuitement ou vous rembourserons intégralement. Nous garantissons notre qualité à 100 %.
Quels matériaux peut-on usiner ?
Nous travaillons avec une large gamme de matériaux, notamment : Métaux, Aluminium (6061, 7075), Acier inoxydable (303, 304, 316), Laiton, Cuivre, Titane. Plastiques : ABS, POM(Delrin), PEEK, Nylon, Polycarbonate. Si vous avez besoin d'un matériel spécial, faites-le nous savoir.

 AdresseN° 66, route Xingpu, ville de Lujia, ville de Kunshan, bâtiments d'usine 3 et 4
AdresseN° 66, route Xingpu, ville de Lujia, ville de Kunshan, bâtiments d'usine 3 et 4  fr
fr
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian


 Un message
Un message